
進口工具一站式供應商告知您百分表的正確使用方法,一學就會了
進口工具一站式供應商告知您百分表的正確使用方法,一學就會了
百分表是利用機械結構將測桿的直線移動,經過齒條齒輪傳動放大,轉變?yōu)橹羔樤趫A刻度盤上的角位移,并由刻度盤進行了讀數(shù)的指示式量具,常用的刻度值為0.01mm,百分表不能單獨使用,通過表架將其夾持后使用。它不僅用于測量,還可以用于某些機械設備的定位讀數(shù)裝置。
1、習慣養(yǎng)成 ①、百分表檢查
a、檢查外觀 檢查表蒙是否透明,不允許有破裂和脫落現(xiàn)象,后封蓋要封的嚴密,測量桿、測頭、裝夾套筒等活動部位不得有銹跡,表圈轉動應平穩(wěn),靜止要要可靠。
b、檢查指針靈敏度 推動測量桿,測量桿的上下移動應平穩(wěn),靈活,無卡住現(xiàn)象,指針與表盤不得有摩擦現(xiàn)象,字盤無晃動現(xiàn)象。
c、檢查穩(wěn)定性 推動側桿n次,觀察指針是否回到原位,其允許誤差不大于±0.003mm。
2、正確的測量方法(內徑百分表)
內徑百分表測量孔徑是一種相對的測量方法。測量前應根據(jù)被測孔徑的尺寸大小,在千分尺或環(huán)規(guī)上調整好尺寸后才能進行測量。數(shù)控專業(yè)微信號cncdar所以在內徑百分表上的數(shù)值是被測孔徑尺寸與標準孔徑尺寸之差。它的測量范圍分為:10~18、18~35、35~50、50~100、100~160、160~250、250~450。 ①、準備過程
a、首先根據(jù)被測孔徑的公稱尺寸,選擇內徑百分表的測量范圍。
b、把百分表的裝夾套筒擦凈,小心地裝進表架的彈性卡頭中,并使表的指針轉過半圈左右(0.5mm),俗稱“壓表”,用鎖母緊固彈性卡頭,將百分表鎖住。注意,擰緊鎖母時,用力適中,以防止將百分表的套筒卡變形。
c、 根據(jù)被測孔徑的公稱尺寸,選取一個相應尺寸的可換測頭,并裝到表桿上,其伸出的長度可以調節(jié),用卡尺調整到兩測頭(活動測量頭)之間的長度尺寸比被測孔徑的公稱尺寸大0.5mm左右,數(shù)控專業(yè)微信號cncdar并緊固可換測頭。 d、根據(jù)被測量尺寸,選取校對環(huán)規(guī),(當沒環(huán)規(guī)時,也可以用外徑千分尺)校對百分表的“0”位。 校對“0”位的方法 分別將測頭、定位護橋和環(huán)規(guī)的工作面擦凈后用手按動幾次活動測頭,檢查百分表的靈敏度和示值變動量。符合要求時即可進行校對“0”位操作。

用左手握住表桿手柄部位,右手按下定位護橋,把活動測頭壓下,放入環(huán)規(guī)內。活動測頭放入環(huán)規(guī)后,數(shù)控專業(yè)微信號cncdar前后擺動手并將固定側頭壓入校對環(huán)規(guī)內,并擺動幾次找出指針的拐點(即百分表指針旋轉方向變化的那一點),轉動百分表刻度盤,使“0”線與指針的“拐點”處重合。然后再擺動幾次表桿,以確定“0”位是否已校隊準確。
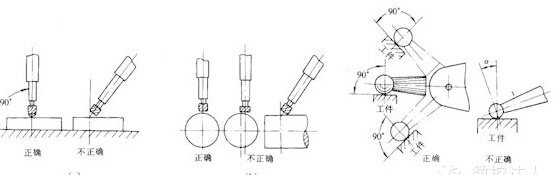
②、測量操作 測量時,操作內徑百分表的方法與校對其“0”位的方法相同,把測頭放入被測孔內后(注:用左手指將活動測量頭壓下,放入被測孔內),輕輕前后擺動幾次,數(shù)控專業(yè)微信號cncdar觀察指針的拐點位置。如果指針恰好在“0”位處拐回,則說明被測孔徑與校對環(huán)規(guī)的孔徑相等,當指針順時針(俗稱:升表)方向轉動超過“0”位時,
則說明被測孔徑小于校對環(huán)規(guī)的孔徑。當指針逆時針(俗稱:降表)方向轉動未到“0”位,則說明被測孔徑大于校對環(huán)規(guī)的孔徑。
測量時,用環(huán)規(guī)校對的“0”位刻線是讀數(shù)的基準。指針的拐點位置,不是在“0”位的左邊,就是在“0”位的右邊,讀數(shù)時要認真仔細,不要把正、負值搞錯。

a、孔的圓度測量
如果要測量孔的圓度,應在孔的同一徑向截面內的幾個不同方向上測量
b、孔的圓柱度測量
如果要測量孔的圓柱度,應在孔的幾個徑向截面內(上、中、下)測量
c、 誤差值
所測量的最大讀數(shù)值與最小讀數(shù)值之差的一半,即為圓度及圓柱度誤差。
3、保養(yǎng)
使用時,按動活動測量頭時,用力不能過大,在全部使用過程中,不得使灰塵、油污、水等進入百分表和內徑百分表的手柄,主體內,不用時放置到安全位置,決不允許與刀具、及其他物品堆放在一起,用畢擦凈后,放入盒內的固定位置,在干燥的地方保存。
更多產品咨詢請登入春亨工具官網(wǎng):www.xx269.com


同類文章排行
- 這四種去除刀痕的方法,總有一種適合你!
- 不銹鋼鉆2*16mm孔,2秒完成一個孔,怎么做到的?
- 斯大走心機鉆0.6*13mm小孔,怎樣避免斷刀?
- nsk高頻銑出現(xiàn)E6報警怎么解決?
- 斯大走心機SB-20R加裝高頻銑,銑骨釘梅花轉速多少?
- 孔雀peacock厚度計常用型號有哪幾款?
- NAKANISHI高頻銑ispeed3控制器EL報警怎么解決?
- 高頻銑上的線纜被固定后還有其他方式來拆卸主軸嗎?
- 鈦合金鉆深孔,用NAKANISHI中心出水主軸CTS-3030
- 春亨工具教你斯大走心機安裝nakanishi高頻銑技巧
最新資訊文章
您的瀏覽歷史

